联系我们
Contact Us联系人:王猛
电话 : 18863777900
QQ : 330287701
邮箱 : 330287701@qq.com
网址 : www.sdhbssd.cn
地址 : 山东省兖州经济开发区益海路中段北侧
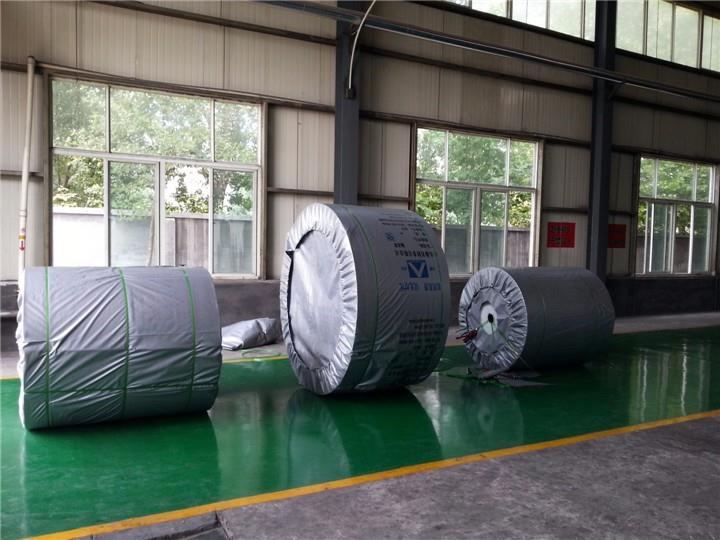
PVC阻燃输送带硫化工艺时都有什么要求
文章来源:www.sdhbssd.cn
发布时间: 2022/1/21 15:29:25
PVC阻燃输送带适用于16°以下倾角的干燥条件下物料的输送,其具有抗冲击性、抗摩擦撕裂等特点。正因为具有这些优异的特点,因此PVC阻燃输送带在生产过程中需要细心,因为要注意到很多问题,PVC阻燃输送带在生产中,有一项是硫化工艺,对于硫化工艺大家了解多少呢?请看以下内容与你们所想的是否一样。

阻燃输送带硫化工艺的要求:
1、首先检查机器的油箱油位高低和导向部分润滑状况,立柱上下两端的螺母是否松动,根据制品硫化工艺条件,调节液压系统的工作压力和热板的加热溫度。
2、压力的大小根据制品硫化压力,棋具的承压面积和柱塞的面积进行确定,然后用螺丝刀调节电接点压力表的压力设置指针到所需压力刻度即可。
3、温度可以通过调节温度控制仪的温度调节旋钮设置加热温度。
4、启动机器检查运行状况是否正常,包括柱塞升降速度、电接点压力表指示的刻度和压力控制情况、机器的噪音和震动情况。
5、将生产或实验用模具淸理后置于热板上进行预热。
6、检查、称量所需半成品或胶料,有压延方向需求需标注压延方向。半成品胶料的质量=模腔体积X胶料密度X1.05—1.10
7、从热板上取下模具,打开上模,将半成品或胶料加入模具型腔,上模板放到模具上并置于热板上,注意模具应放置在热板中间位置,防出现偏在情况。
8、启动油泵电机,升起热板进行合模,在上升期间严禁用手或用其他东西触及模型或位于平板之间,当压力到达硫化压力时,放压排气2-4次,后一次压力到达硫化压力开始计录时并保压进行硫化。
9、液化到预定时间,除压力,使热板下降并去下打开安徽PVC阻燃输送带的模具取出试片或式样,取出后在室温下或低于室温的水或金属板上冷却10-15分钟,停放16小时进行性能测试,硫化结束将模具淸理后继续进行上述过程硫化其他试样或试片。
感谢您的阅读。相信您在看了以上文章的介绍后,在今后进行PVC阻燃输送带的购买时会更加的好,如果有需要或者还有什么不懂得地方可以关注我们的官网或者拨打我们的电话,公司这边会有专门的人员为您解答问题。
- 帆布分层输送带破损修补方法_生产厂家技术分享 2021-12-28
- 知晓PVG阻燃输送带跑偏问题处理方法 可规避风险 2021-12-24
- 钢丝绳芯输送带应用广泛,了解相关知识轻松入门 2021-12-19
- 钢丝绳芯输送带优势显著,如何购买适宜型号? 2021-12-11
- 巧用五法,轻松解决钢丝绳芯输送带安装问题 2021-12-08
- PVC阻燃输送带磨损怎么办?四大修整技术助力轻松解决 2021-12-05
- 了解帆布分层输送带使用保养注意事项,降低生产隐患 2021-12-03
- 食品行业对传送设备要求高事出有因 PVC阻燃输送带厂家为… 2021-11-30